

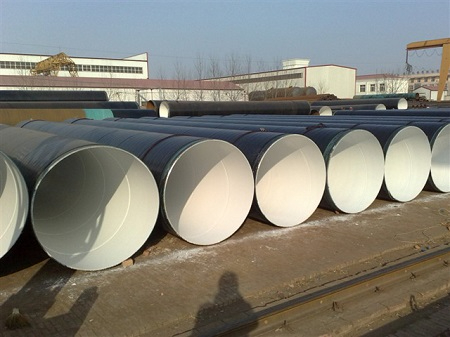


螺旋钢管厂介绍其主要的工艺特点:
1.成型过程中,钢板变形均匀,残余应力小,表面不产生划伤。加工的螺旋钢管在直径和壁厚的尺寸规格范围上有更大的灵活性,尤其在生产高钢级厚壁管,特别是中小口径厚壁管方面具有其他工艺无法比拟的优势, 可满足用户在螺旋钢管规格方面更多的要求。
2.采用先进的双面埋弧焊的工艺,可在最佳位置实现焊接,不易出现错边、焊偏和未焊透等缺陷,容易控制焊接质量。
3.对钢管进行100%的质量检查,使钢管生产的全过程均在有效的检测、监控之下,有效地保证了产品质量。
4.整条生产线的全部设备具备与计算机数据采集系统联网的功能,实现数据即时传输,由中央控制室对生产过程中的技术参数。

管理员
该内容暂无评论